

10 مشاكل وحلول شائعة في القطع بالليزر للوحة الصلب الكربوني-إيسون
قراءة
كم من الناس مثلي ، يعتقدون دائمًا أن القطع بالليزر هو الحال! ولكن في الواقع ، هناك الكثير من المعرفة في القطع بالليزر ، والمشكلة لا حصر لها. منذ بعض الوقت ، أجبت على السؤال للعثور على Google ، فهناك مشاكل لا حصر لها بالنسبة لي ، مثل مياه نهر اليانغتسي المتدفقة ، مثل فيضان النهر الأصفر الذي لا يمكن السيطرة عليه تمامًا. يجب أن أقول إنه بعد قراءة جميع أنواع مشاكل الزهور وحلولها ، أشعر بالكثير من المعرفة. بعد الانتهاء ، إيسون موجود هنا للمشاركة.
موضوع اليوم هو الكلمة عالية التردد في قطع الفولاذ الكربوني بالليزر. كما أنها تستخدم على نطاق واسع في الإنتاج الصناعي والمعالجة.
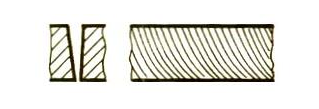
غالبًا ما نقول: في ظل ظروف القطع العادية ، يجب ألا يكون تأثير قطع الفولاذ الكربوني (كما هو موضح أدناه) خبثًا على الحافة المعدنية ، وخطوط القطع في الخط.
لكن العملية الفعلية لتصحيح الأخطاء ، 90% للمشكلة ، هنا أيضًا تعطينا حلًا لهذه المشكلات ، فقط للإشارة إلى الاستبعاد والتعديل.
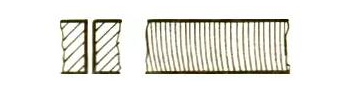
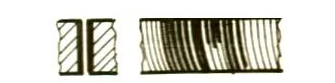
1.يحتوي الجزء السفلي من خط الجر على إزاحة كبيرة ، ويكون قاع الشق أوسع
الأسباب المحتملة
(1) معدل التغذية مرتفع للغاية
(2) طاقة الليزر منخفضة جدًا
(3) ضغط هواء منخفض
(4) التركيز مرتفع للغاية
>>>>
المحلول
(1) تقليل معدل التغذية
(2) زيادة قوة الليزر
(3) زيادة ضغط الهواء
(4) تقليل التركيز
2 إن النتوء الموجود على الجانب السفلي يشبه النتوء الموجود في الخبث المنصهر ويمكن إزالته بسهولة عن طريق التنقيط.
الأسباب المحتملة
(1) معدل التغذية مرتفع للغاية
(2) ضغط هواء منخفض
(3) التركيز مرتفع جدًا
>>>>المحلول
(1) تقليل معدل التغذية
(2) زيادة ضغط الهواء
(3) تقليل التركيز
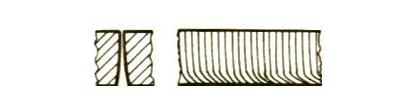
3。يمكن إزالة النتوء المعدني المتصل معًا ككتلة كاملة.

الأسباب المحتملة
التركيز مرتفع للغاية
>>>>المحلول
تقليل التركيز
4- يصعب إزالة النتوءات المعدنية الموجودة على الجانب السفلي.
الأسباب المحتملة
(1) معدل التغذية مرتفع للغاية
(2) ضغط هواء منخفض
(3) غاز نجس
(4) التركيز مرتفع للغاية
>>>> الحل
(1) تقليل معدل التغذية
(2) زيادة ضغط الهواء
(3) استخدام غازات أنقى
(4) تقليل التركيز
5.فقط الأزيز على جانب شق الصفيحة.

الأسباب المحتملة
(1) محاذاة فوهة غير صحيحة
(2) فوهة الفم المعيب
>>> الحل
(1) الفوهة الوسطى
(2) فوهة متغيرة
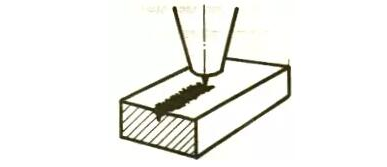
6. يتم تفريغ المواد من الأعلى
الأسباب المحتملة
(1) طاقة منخفضة
(2) معدل التغذية مرتفع للغاية
(3) الاستخدام غير السليم للغاز الإضافي أو عدم القدرة على اجتياز الغاز
>>>>المحلول
اضغط فورًا على زر الإيقاف المؤقت لمنع الخبث من التناثر على عدسة الحماية من الليزر. ثم قم بزيادة الطاقة وتقليل معدل التغذية. تحقق من صحة استخدام الغاز الإضافي ومن تصحيح الضبط المعقول.
7.المعدن لا تقطع
الأسباب المحتملة
(1) خطأ معالجة الغاز (N2)
(2) معدل التغذية مرتفع للغاية
(3) طاقة منخفضة
(4) الاستخدام غير السليم للغاز الإضافي أو عدم القدرة على اجتياز الغاز
>>>>المحلول
(1) اضغط على زر الإيقاف المؤقت على الفور لمنع الخبث المنصهر من التناثر على عدسة حماية الليزر.
(2) استخدام الأكسجين كغاز معالجة
(3) تقليل معدل التغذية وزيادة الطاقة
(4) تحقق من صحة استخدام الغاز الإضافي ، ومن تصحيح الضبط المعقول.
8. سطح القطع غير دقيق

الأسباب المحتملة
(1) ضغط الهواء مرتفع للغاية
(2) الفوهة تالفة.
(3) قطر الفوهة غير مناسب
(4) سطح المادة عليه علامة الصدأ أو التآكل خطير
>>>>المحلول
(1) تقليل ضغط الهواء
(2) استبدل الفوهة
(3) قم بتركيب فوهة مناسبة
(4) استخدام مواد سطحية ناعمة وموحدة
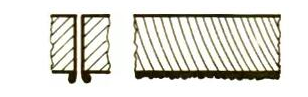
9.بدون نتوءات ، يميل خط الجر ، ويصبح الشق أضيق في الأسفل
الأسباب المحتملة
معدل التغذية مرتفع جدا
>>>>المحلول
تقليل معدل التغذية
10 - نسيج السطح المقطوع خشن للغاية
الأسباب المحتملة
(1) التركيز مرتفع جدًا
(2) ضغط الهواء مرتفع للغاية
(3) معدل تغذية منخفض
(4) المادة ساخنة للغاية
>>>> الحل
(1) تقليل التركيز
(2) تقليل ضغط الهواء
(3) زيادة معدل التغذية
(4) مواد التبريد
آمل أن تكون مفيدة للجميع. لديك أي أسئلة أو تعليقات ، يمكنك ترك رسالة لتخبرنا ~
إيسون
wechat: 008615554180652
البريد الإلكتروني: lasermachine02@xtlaser.com
سكايب ; إيسون يانغ