

14. تلعب فتحات رأس القطع بالليزر دورًا مهمًا في إجراء القطع بالليزر - Ella
XTLASER- إدخال فوهات رأس القطع بالليزر
1. تلعب فتحات رأس القطع بالليزر دورًا مهمًا في إجراء القطع بالليزر
وظيفة وتعديل الفوهات

أ) سيؤثر تصميم فتحات التدفق والفوهات على جودة القطع ؛
ترتبط دقة تصنيع الفوهات أيضًا ارتباطًا وثيقًا بجودة القطع.
ب) وظيفة الفوهة على النحو التالي:
▲ منع ارتداد خبث القطع في رأس القطع لإتلاف عدسة التركيز.
▲ يمكن تغيير الوضع المقذوف لقطع الغاز بواسطة الفوهة.
يمكن أن تتحكم الفوهة في مساحة وحجم انتشار الغاز ، ثم تؤثر على جودة القطع.
الصورة التالية عبارة عن حالتين مختلفتين للغاز المقذوف ، الصورة اليسرى بدون فوهة ، الصورة اليمنى مع فوهة.
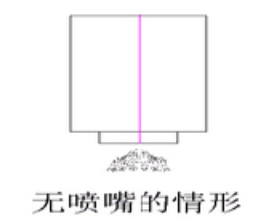
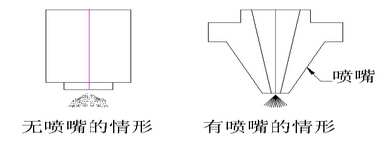
بدون فوهة مع فوهة
2. خطوات تعديل شعاع الليزر من خلال الخروج من مركز الفوهة
بالمقارنة مع آلة القطع بليزر CO2 ، فإن آلة القطع بليزر الألياف ليس لها مسار ضوء.
نحتاج فقط إلى ضبط شعاع الليزر للفوهة.
أولاً ، طلاء وسادة الحبر على سطح الفوهة (وسادة حبر أو شريط ، تحتاج فقط إلى اختيار واحد منهم) ،
ثم الصق ملصق أبيض على سطح الفوهة.
ثانيًا ، ضبط طاقة خرج مصدر الليزر عند 30W-50W ، ابدأ تشغيل المصراع البصري الميكانيكي ،
ثم قم بتبديل المصراع البصري الإلكتروني بسرعة مرة واحدة لمراقبة الموقف.
بعد ذلك ، قم بإيقاف تشغيل المصراع البصري الميكانيكي ، وخلع الملصق الأبيض ،
احرص على عدم تدوير مواقعهم النسبية.
إذا كانت المسافة بين موضع الفوهة ومركز الليزر كبيرة جدًا ، فلن يلعب الملصق اللاصق ثقبًا مركزيًا ؛
نظرًا لأن مركز الليزر ثابت ، يمكننا تغيير مركز الفوهة عن طريق ضبط برغي الضبط
على مقبض رأس القطع للسماح للفوهة بالتوافق مع مركز الليزر.
كرر العملية المذكورة أعلاه حتى يتزامن مركز الفوهة مع الفتحة
التي يتم تشغيلها على ملصق أبيض ، وذلك لتأكيد تطابق مركز الليزر مع مركز الفوهة.
كالصورة التالية:

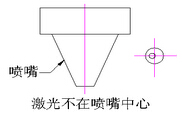
الصورة اليسرى: شعاع ليزر في مركز الفوهة (الليزر في وسط الفوهة).
الصورة اليمنى: شعاع الليزر ليس في مركز الفوهة (الليزر ليس في وسط الفوهة).
3. تأثير الفوهة على جودة القطع واختيار قطر فتحة الفوهة
العلاقة بين الفوهة وجودة القطع:
عندما يختلف مركز الفوهة عن مركز الليزر ، يكون تأثير جودة القطع على النحو التالي:
أ) التأثير على القطع:
بسبب إخراج الغاز غير المتكافئ ، فإن نتيجة القطع ستكون جانب واحد مع ذوبان الخبث
بينما الجانب الآخر ليس لديه الظاهرة.
عندما تقطع الصفائح المعدنية أقل من 3 مم ، يكون التأثير أصغر من قطع أكثر من 3 مم ، وأحيانًا لا يمكن قطعها.
ب) التأثير على جودة قطع الزاوية الحادة.
عند قص قطعة عمل زاوية حادة أو زاوية صغيرة من قطعة العمل ،
سيكون من الأسهل ظهور ظاهرة الانصهار المفرط المحلية ، وأحيانًا لا يمكن قطعها.
ج) يؤثر على قدرة الانثقاب.
سيحدث انثقاب عدم استقرار ، الوقت ليس من السهل السيطرة عليه ،
التسبب في ظاهرة الانصهار المفرط للصفائح الفولاذية السميكة ،
ومن الصعب السيطرة على ظروف الاختراق ، بينما يكون التأثير أقل على الصفائح المعدنية الرقيقة.
باختصار ، يعد التركيز بين الفوهة والليزر أحد العوامل المهمة
من التسبب في النتيجة الجيدة أو السيئة لجودة القطع ، خاصة عند قطع المعادن السميكة ، يكون تأثيرها أكبر.
لذلك ، يجب علينا ضبط التركيز بين مركز الفوهة وفوهة الليزر للحصول على نتيجة قطع أفضل.
ملاحظات: عندما تتشوه الفوهة أو تظهر بقع تذوب على الفوهة ،
تأثيره على جودة القطع هو نفسه كما هو مذكور أعلاه.
لذلك ، يجب وضع الفوهة بعناية لتجنب تشويهها ؛
يجب تنظيف البقع المتسخة الذائبة على الفوهة على الفور.
تتمتع جودة الفوهة وقت التصنيع بالفعل بمتطلبات دقة أعلى ،
كما أن لديها طريقة التثبيت الصحيحة.
إذا احتاج المستخدمون إلى تغيير العديد من ظروف القطع بسبب سوء جودة الفوهة ، فيجب استبدال الفوهة.
4.اختيار الفوهة
فوهات بقطر مختلف.
| قطر الفوهة | معيار تدفق الجاز | قدرة الذوبان النظيف |
| الأصغر | بسرعة | أقوى |
| أكبر | أبطأ | أضعف |
يشمل قطر الفوهة φ1.0mm و φ1.4mm و φ2.0mm و φ2.5mm و φ3.0mm وما إلى ذلك ،
فوهة مشتركة: φ1.4mm φ2.0mm. كالصور التالية:


فوهة اليسار 1.4mm فوهة 2mm اليمنى.
الفرق بين هذين النوعين من الفوهة:
1) لوحة ورقة أقل من 3 مم: استخدم φ1.4 مم ، سيكون سطح القطع جيدًا ؛
باستخدام φ2mm ، سيكون سطح القطع أكثر سمكًا ، وستكون هناك بقع تذوب بسهولة في زاوية القطع.
2) لوحة صفيحة أكثر من 3 مم: نظرًا لقوة القطع العالية ، يكون وقت التبريد أطول نسبيًا ،
كما أن وقت القطع ينمو نسبيًا. مع φ1.4mm ، منطقة انتشار الغاز صغيرة ،
لذلك ليس مستقرًا جدًا عند القطع ، لكن لا بأس.
مع 2mm ، تكون مساحة انتشار الغاز أكبر ، ومعدل تدفق الغاز بطيء ، لذلك فهو مستقر عند القطع.
3) فوهة φ2.5mm تستخدم فقط لصفيحة بسمك 10mm.
باختصار ، قطر الفوهة له تأثير خطير على جودة القطع والقدرة على ثقب الجودة.
قطر الفوهة المستخدمة بشكل متكرر هو 1.4 مم و φ2 مم.
ملاحظات: القطر الأكبر للفوهة ، قدرة حماية العدسة البؤرية أسوأ.
نظرًا لأن الشرر يتناثر عند القطع ، فهناك فرصة كبيرة للارتداد إلى العدسة البؤرية ،
لذلك كلما كان عمر عدسة التركيز أقصر.
إذا كنت ترغب في معرفة المزيد عن آلة القطع بالليزر ، فلا تتردد في الاتصال بنا في أي وقت.
الاتصال: Ella Guo
واتس اب : +86186 6968 5950
البريد الإلكتروني: xintian120@xtlaser.com