سبب حدوث لدغ تحليل عميق - ديمون
تحليل سبب حدوث الأزيز بعمق. آلة القطع بالليزر أصبح المعيار لمعالجة الصفائح المعدنية نظرًا لكفاءته العالية في المعالجة وجودة القطع العالية. ومع ذلك ، عندما يستخدم بعض العملاء القطع بالليزر ، فهناك أي نتوءات على الأسطح الأمامية والخلفية للمادة الفرعية. لكنها تحتاج إلى ضخ المزيد من القوى البشرية لتلميع النتوءات. لذلك فهي مضيعة للوقت وشاقة. ليس بسبب قاطع ليزري نفسها ولكن عملية غير سليمة.
في عملية معالجة الألواح ، يكون نقاء الغاز الإضافي لـ قطع ألياف الليزر وستؤثر معلمات بيانات القطع على جودة المعالجة. إذن ما هو الأزيز؟
النتوءات هي الجسيمات المتبقية التي ذابت على سطح المادة المعدنية - الطاقة من شعاع الليزر تركز على سطح قطعة العمل لتبخير سطح قطعة العمل وتفجير الخبث. بسبب عمليات المتابعة غير الصحيحة ، لم يتم تنظيف المصهور في الوقت المناسب و "التثبيت على الحائط" على سطح المادة الفرعية. دعونا أشلل سبب حدوث نتوء بعمق.
1. مساعد ضغط الهواء والغاز والنقاء
عندما تذوب المادة الموجودة في خط القطع ، فإن الغاز الإضافي سوف ينفخ الخبث في أخدود القطع على سطح قطعة العمل. إذا لم يكن هناك غاز ، فسوف يتولد الخبث بعد التبريد. لذلك ، يجب أن يكون ضغط الهواء للغاز كافيًا (أصغر من أن ينفخ التصاق نظيف ، قطع ؛ كبير جدًا لإذابة خطوط المقطع العرضي الكبيرة ، الخطوط المائلة). ويختلف ضغط الهواء اعتمادًا على اللوحة ، يمكنك العثور على ضغط الهواء المناسب من خلال اختبار الإثبات. ويجب أن يكون الغاز المساعد نقيًا. أسباب النجاسة رأس الليزر للتشغيل بسرعة منخفضة على سطح قطعة العمل. لا يمكن للغاز الإضافي إنتاج تفاعل كيميائي كافٍ مع المواد الفرعية. يصبح المعدل بطيئًا ، أو يكون الخفض خشنًا أو لا يمكن قطعه.
● سبب حدوث النتوءات - عند استخدام الأكسجين (الغاز الإضافي) لقطع لوح الصلب الكربوني:
عند زيادة سمك اللوح الرقيق من 1 مم إلى 5 مم ، يتم تقليل نطاق ضغط القطع بالتتابع إلى 0.1-0.3 ميجا باسكال ، 0.1-0.2 ميجا باسكال ، 0.08-0.16 ميجا باسكال ، 0.08-0.12 ميجا باسكال ، 0.06-0.12 ميجا باسكال ؛ عندما يتم زيادة سمك صفائح الفولاذ الكربوني متوسطة السماكة من 6 مم إلى 10 مم ، يتم تقليل نطاقات ضغط الغاز والأكسجين المساعدة المقابلة بالتتابع إلى 0.06-0.12MPa ، 0.05-0.10MPa ، 0.05-0.10MPa ؛
● عندما يقطع النيتروجين (الغاز الإضافي) لوح الفولاذ المقاوم للصدأ:
عندما يزيد سمكها من 1 مم إلى 6 مم ، ينتقل ضغط القطع من 0.8-2.0 ميجا باسكال إلى 1.0-2.0 ميجا باسكال إلى 1.2-2.0 ميجا باسكال. إنه قطع عالي الضغط.
. وضع التركيز على المعلمة ، وقطع موضع الرصاص
بعد أن يقوم العميل بإعداد ملف قاطع ليزري، من الأفضل السماح للمشغل ذي الخبرة بتصحيح أخطاء المعدات. لذلك ، من الضروري ضبط معلمات القطع على أفضل وجه. يجب ضبط ضغط الهواء ومعدل التدفق والبعد البؤري وسرعة القطع عدة مرات.
إذا كان موضع الضبط البؤري مرتفعًا جدًا ، فسوف "ينتفخ" النتوء ، ويكون النتوء صعبًا جدًا والجوانب ليست ناعمة. من الضروري أيضًا ضبط موضع التركيز البؤري عدة مرات.
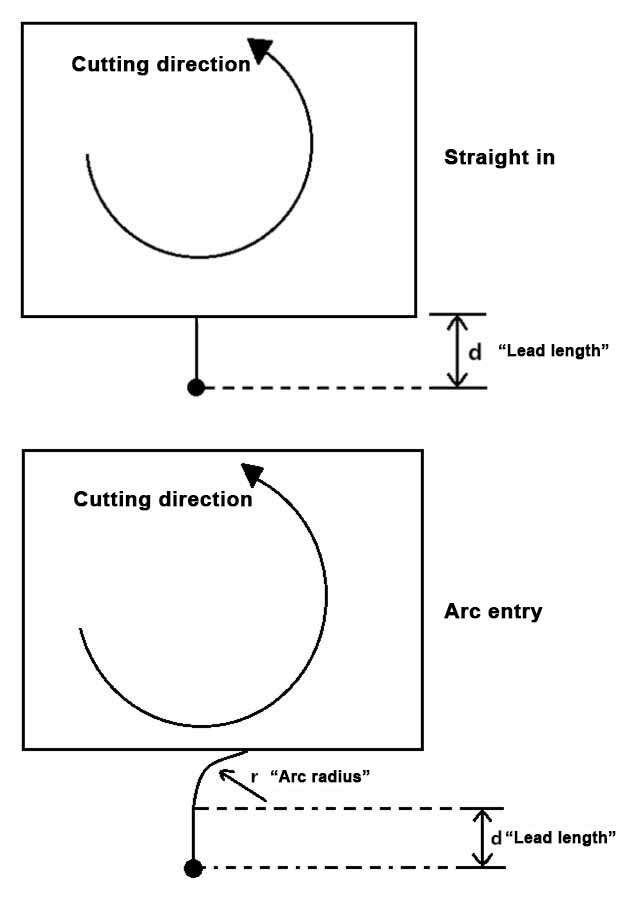
يجب أن يكون خط الإدخال بعيدًا عن المادة الفرعية لمنع ارتفاع درجة الحرارة الموضعي ، وتظهر "مقابض الذوبان" على الجزء الخلفي من المادة الفرعية. الرصاص الداخلي متعلق بفتحة القوس التجريبية. يسمى ثقب بدء القوس أيضًا "فتحة بداية القطع". قطر فتحة بدء القوس أكبر من الشق العادي. لذلك ، لتحسين جودة القطع وتوفير مادة الألواح ، يجب وضع فتحة بدء القوس في خردة من مادة الصفيحة. إلى جانب ذلك ، هناك طريقتان لإدخال الخطوط: الخطوط المستقيمة والأقواس الدائرية.